功能及特点:
1.机床概述:
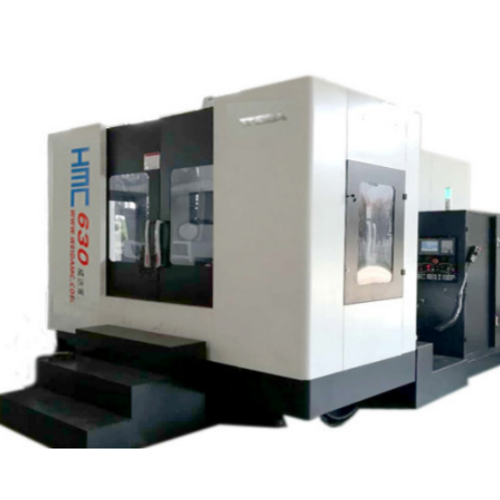
本机床为单工位卧式加工中心 ,采用倒T床身结构,由FANUC数控系统控制,具有转台自动分度、主轴两档变速等功能。可进行直线、斜线和圆弧插补切削,完成铣、镗、钻、扩、铰、攻丝等工序加工,实现四面加工。适用于汽车、航空航天、冶金矿山、机床制造等行业的箱体类零件及复杂形零件的加工。机床具有高效率、高精度、高刚性等特点,是企业提高工作效率,提高零件柔性加工的高效设备,是大、中批量零件加工的理想设备。
2. 机床特点:
1、加工范围大,最大安装工件尺寸:Φ1000×1000mm;
2、机床三进给方向采用原装台湾上银滚柱直线导轨,保证了机床的快速响应速度同时提高了机床整体刚性。
3、用台湾C3级高精密、高强度滚珠丝杠,提高了机床的定位精度;
4、快速移动速度24m/min,缩短了辅助时间,提高加工效率;
5、倒T型床身,在设计过程中通过有限元分析使结构更加合理;
6、采用绝对值的FANUC系统进行控制,稳定性高、速度快;
7、转台具有自动分度功能,液压夹紧,定位精度高。
8、主轴转动采用齿轮两档变速传动,增大了主轴扭矩,扭矩可以达到660Nm,提高了机床整体切削能力。
9、主轴箱升降采用液氮平衡方式,增强了升降响应速度。
10、机床配有密封式的导轨防护罩,有效的保护导轨和丝杠,延长其使用寿命,三轴均采用不锈钢伸缩防护罩,增强了防护等级。
11、机床采用外部全封闭外防护,在快速加工时防止切削液的飞溅。
12、操作系统落地,方便用户操作且大大的保护了操作者的安全。
13、机床前部设有对开门开度大,方便操作者进行工件的换装。
14、机床配有台湾名牌圆盘刀库,刀库容量24把,机械手自动换刀。
15、机床配有自动润滑系统,由独立的PLC控制,按照运行距离自动分配油量,大大降低了润滑油的浪费,又避免了由于润滑油的不足造成丝杠及线规寿命的降低。
16、高精度螺距补偿,各传动轴均采用激光干涉仪进行检查优化补偿使各轴定位精度更加准确,更适合加工高精度的零件。同时采用球杆仪优化分析处理,保证机床在加工圆、曲面时的精度。
二.HMC630D主要规格及技术参数:
1、工作台尺寸 ㎜:630×630;
2、主轴回转中心到工作台面距离 ㎜:100~900;
3、工作台中心到主轴前端面距离 ㎜:150~950;
4、工作台最大承重 kg:1200;
5、最大工件回转直径mm: Φ1000;
6、工作台T型槽mm:(槽数/槽宽/槽距)5/18/100;
7、工作台最小分度单位:1°;
8、行程㎜ :X/Y/Z:1000/800/800;
9、进给速度m/min:1—10;
10、快速移动速度 m/min:24;
11、主轴转速 rpm:3000;
12、主轴内锥度:7/24 No.50;
13、刀柄形式:BT50;
14、拉钉形式:45° MAS403A P50T-1;
15、主轴电机型号:β15/7000i;
16、主轴电机功率 kW: 15(连续) /18.5(30min);
17、主轴最大扭矩Nm:660;
18、主轴最大轴向抗力N:15000;
19、最大钻孔直径:Φ50;
20、进给电机功率kW:X/ Y /Z:3 ;
21、刀库形式:圆盘;
22、刀库容量:24把;
23、最大刀具直径:Φ110/Φ220(相邻无刀);
24、最大刀具长度mm:400;
25、最大刀具重量kg:18;
26、平均刀重kg:12;
27、换刀时间:4.76秒;
28、X/Y/Z定位精度 ㎜:0.01;
29、X/Y/Z重复定位精度 ㎜:0.005;
30、B轴定位精度arcsec:10;
31、B轴重复精度arcsec: 2;
32、机床重量kg:约13000;
33、机床外形尺寸(长×宽×高) ㎜: 5270×3535×3177;
四、HMC630D卧式加工中心主要配套件一览表:
序 号 | 名 称 | 数量 | 生产厂家 |
1 | 数控系统 | 1套 | FANUC |
2 | 主轴 | 1套 | 台湾丹铨 |
3 | 刀库 | 1套 | 台湾北钜/冈田 |
4 | 转台 | 1套 | 台湾亙隆/宝嘉诚 |
5 | 主轴前后轴承 | 2套 | NSK |
6 | 丝杠轴承 | 6套 | FAG |
7 | 滚珠丝杠 (X向:FDC50-12K5) (Y向:FDC50-12K5) (Z向:FDC50-12K5) | 1套 1套 1套 | 台湾上银 |
8 | 直线滚动导轨 (X向:RGW55) (Y向:RGH55) (Z向:RGW55) | 1套 1套 1套 | 台湾上银 |
9 | 液压站 | 1台 | 七洋 |
10 | 润滑系统 | 1套 | 贝奇尔 |
11 | 打刀缸 | 1套 | 台湾臻赏 |
12 | 平衡缸 | 1套 | 华金液压 |
13 | 冷 却 泵 | 1台 | 台湾斯特尔 |
14 | 电气箱热交换器 | 1套 | 同飞制冷 |
15 | 伺服电机及驱动器 | 1套 | FANUC |
16 | 主要电器件 | 1套 | 施耐德 |
18 | 链式排屑器 | 1套 | 山东威达 |
五、HMC630D卧式加工中心机床标准配置:
1、封闭式防护罩;
2、自动润滑系统;
3、刚性攻丝;
4、可调垫铁;
5、主轴刀具外冷;
6、工件冷却装置;
7、RS-232传输系统;
8、电气柜及热交换系统;
9、机床液压系统;
10、机床工作灯;
11、螺旋排屑器;
12、两档变速齿轮箱;
13、主轴及主轴变速箱油冷系统;
14、1分度旋转工作台;
15、液氮平衡系统
16、FANUC OI MF系统。
17、链板提升排屑器
六、随机资料清单:
使用说明书(机械、电气)、备件目录、合格证明书、装箱单、数控系统说明书。
七、安装调试验收培训
安装调试
1、在机床到达目的地前需方应事先作好地基安装及二次灌浆准备(供方负责提供地基图纸),以免对机床精度造成重大影响。
2、在机床到达目的地后,方买到达机床在需方需方负责吊装卸货,安全移至工作位置后,进行 二次灌浆。
3、在供方调试人员前往之前,需方用户需将三相电源、三相四芯电缆、压缩气源等准备工作完成,并提供上述电缆及气管进入机床标准接口,具体详见《客户安调准备表》。
4、需方需提前两天通知供方进行调试,且在安装调试之前,由需方和供方服务人员共同开箱,按合同数量及装箱单清点,清点完毕后由用户在清单上签字确认。该清单一式两份,一份用户保存,另一份由供方服务人员带回公司,并存入设备档案。
验收及培训
1、预验收在供方厂内进行,机床验收的技术要求按技术合同之设备验收精度表执行,如有特殊约定的可按双方商定的样件进行试切削检验,并达到双方商定的加工精度及工序能力。
2、终验收在用户厂进行,由供方派人进行安装调试,原则上只检验加工精度;如需方有相应的软硬件环境及设施,我司可以按技术合同之设备验收精度表进行验收。
3、样件试切所需的试件,刀具及专用夹具由需方提供,特殊约定除外。
4、验收相关事宜:
(1)、验收标准参照技术合同之设备检验精度表
(2)、附件验收,验收标准参照技术合同之随机附件表
(3)、验收合格,由买方确认,填写《机床验收合格证明书》
八、培训、售后服务及承诺
培训
供方负责为需方进行技术培训,培训时间为5个工作日,培训人员2~3人,培训地点在需方,培训内容包括机床结构、性能及功能、数控系统、编程及操作,机床维护保养等知识。
售后服务及承诺
(1)机床最终验收合格之日起,供方对产品实行三包服务,质保期为12个月,在质保期内对产品实行免费维修。
特别指出:机床运抵需方后满12个月,若因需方原因未进行安装调试,则保修期满,供方不再提供免费安装调试及维修。
(2)在保修期内,经查证若为用户原因:装卸运输过程、存放时间过长造成机械外观或内部损坏;操作使用不当、自行拆卸改装所造成之人为损坏,不在以上免费保修之内,需方必须支付所有维修、整修费用。
说明:设备由于自然灾害造成的损坏不在我公司的保修范围内。比如:雷击、水灾、火灾、地震等情况,以及移机、二次培训等等。
(3)机床出现故障,得到用户信息后,能准确判断故障原因及处理措施的,立即给予答复,如不能立即答复的,在24小时内答复,并尽快派人到现场给予处理,具体时间视零件准备时间长短。
(4)超过保修期后,我公司继续为用户提供维修服务,并依据我公司收费标准收取零件成本及服务费用。
(5)验收合格后,需方未依据合同履约,供方有权停止售后服务。
(6)需方未付清全款以前,本机床所有权归供方所有